Articles de automationsense
-
Une machine bien conçue se dépanne aisément
- Par automationsense
- Le 17/11/2018
- Dans Automatisme
- 0 commentaire
Vous connaissez sans doute la célèbre citation de Nicolas Boileau : « Ce que l’on conçoit bien s’énonce clairement »,nous sommes tenté d'affirmer par analogie qu'une machine bien conçue se dépanne aisément.
a

-
WinSPS-S7 : logiciel de programmation API Siemens et VIPA
- Par automationsense
- Le 16/11/2018
- Dans Automatisme
- 2 commentaires
En tant que représentant commercial de l'entreprise allemande MHJ Software en France et en europe francophone,nous commercialisons le logiciel WinSPS-S7.WinSPS-S7 est un logiciel qui permet de programmer des automates Siemens mais aussi des automates VIPA.
Avec WinSPS-S7,vous n'avez pas besoin d'installer Simatic Manager ou Step7 TIA Portal pour programmer un automate Siemens.Cela représente un réel avantage d'autant plus que les licences du logiciel WinSPS-S7 sont très abordables (moins de 20 euros pour la licence Starter).WinSPS-S7 permet donc aux personnes qui ont un très petit budget (notamment les étudiants et particuliers) de se familiariser à la programmation des automates Siemens.
WinSPS-S7 existe aussi dans sa version commerciale qui permet aux industriels de concevoir des programmes pour automates Siemens et de simuler leur programme.
Dans sa dernière version WinSPS-S7 V6,on peut concevoir un programme dans les différents langages comme le Ladder,FBD et STL et transférer le programme vers l'automate Siemens cible.Disposant d'une interface de simulation,on peut simuler entièrement le programme avant d'effectuer le transfert vers l'automate.
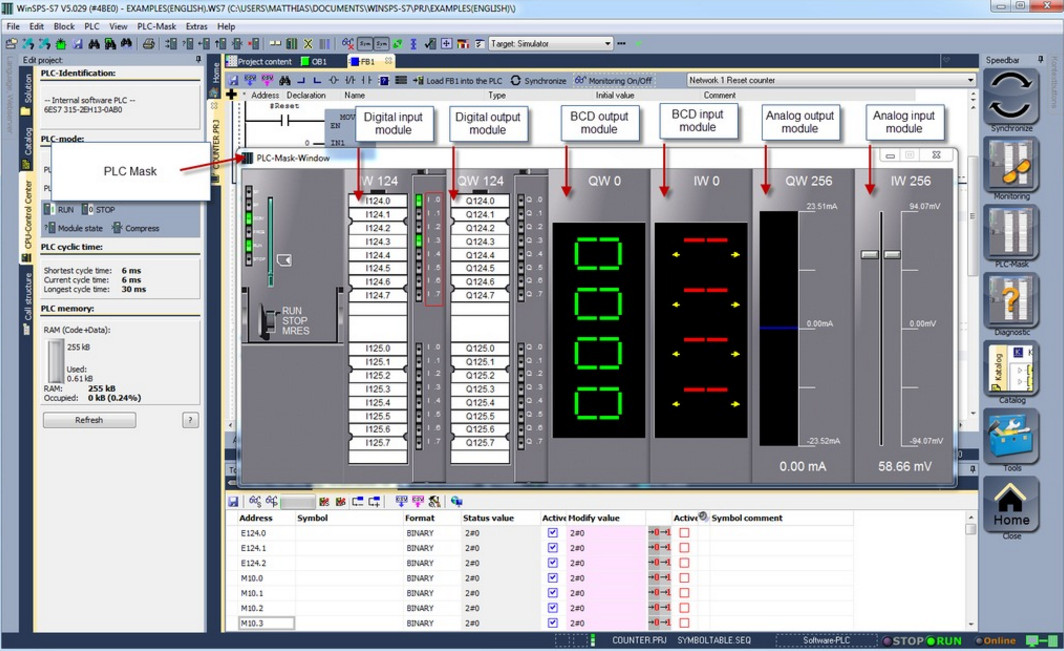
WinSPS-S7 permet via une interface TCP/IP de se connecter par exemple à des HMI ou d'autres dispositifs et applications supportant le protocole TCP/IP,pour cela,il intègre un automate logiciel qui est aussi utilisé pour les simulations.
WinSPS-S7 existe en trois versions :
1) La version Starter
2) La version Standard
3) La version Pro
Compatible avec Windows XP,Windows 7,Windows 8 et Windows 10,WinSPS-S7 est disponible dans les langages français comme anglais.Suivant les versions,le tarif du logiciel WinSPS-S7 démarre à 16,81 euros HT (nous contacter pour connaitre le tarif de chaque version).
-
Qu'est ce qu'un jumeau numérique ?
- Par automationsense
- Le 08/11/2018
- Dans Automatisme
- 1 commentaire
Un jumeau numérique ou digital twin en anglais peut être vu comme la modélisation numérique d'un système réel.Cette modélisation peut se faire via une représentation 3D qui reflète en temps réel le comportement du système.Le jumeau numérique peut être particulièrement utile pour l'optimisation, la surveillance et la simulation de systèmes industriels.Par exemple on peut utiliser les jumeaux numériques en industrie afin de modéliser et représenter numériquement un système motorisé ce qui peut permettre notamment de déceler et d'anticiper sur les futures défaillances.

-
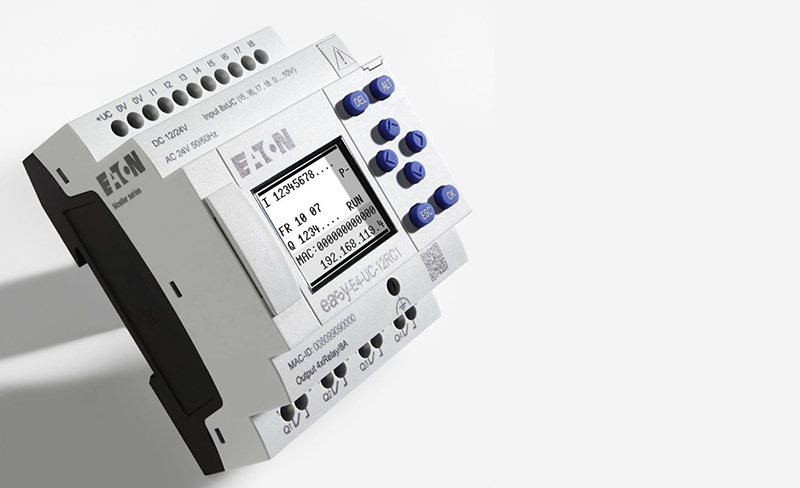
EasyE4,le nouveau mini-automate d'Eaton
- Par automationsense
- Le 01/11/2018
- Dans Automatisme
- 0 commentaire
Eaton,fournisseur de solutions en automatisme industriel et gestion d'énergie va lancer sur le marché son nouveau mini-automate: le EasyE4.Le EasyE4 viendra succéder les séries Easy500,Easy700 et Easy800.
-
Emerson va racheter la division automatisation de General Electric
- Par automationsense
- Le 26/10/2018
- Dans Automatisme
- 0 commentaire
Il y' a de cela 3 ans,nous avions interviewé sur Automation Sense Mr Bernard Cubizolles,Product Marketing Manager de General Electric Intelligent Platform.Celui-ci nous avait parlé de cette division de General Electric qui s'occupe de la branche automatisation industrielle.Vous pouvez consulter l'interview en cliquant ici.

-
Offre emploi technicien automaticien - domaine aérospacial
- Par automationsense
- Le 25/10/2018
- Dans Emploi
- 0 commentaire
VOS MISSIONS
Dans le cadre de la maintenance et l’exploitation des Systèmes Contrôle Commande ARIANE 5 et 6, VEGA et SOYUZ et de leurs moyens connexes à Kourou en Guyane Française, vous serez intégré au sein de l’équipe automatisme de la base spatiale en charge de la maintenance (préventive, corrective et évolutive) et de l’exploitation des Automates Programmables Industriels sur les différents sites.
-
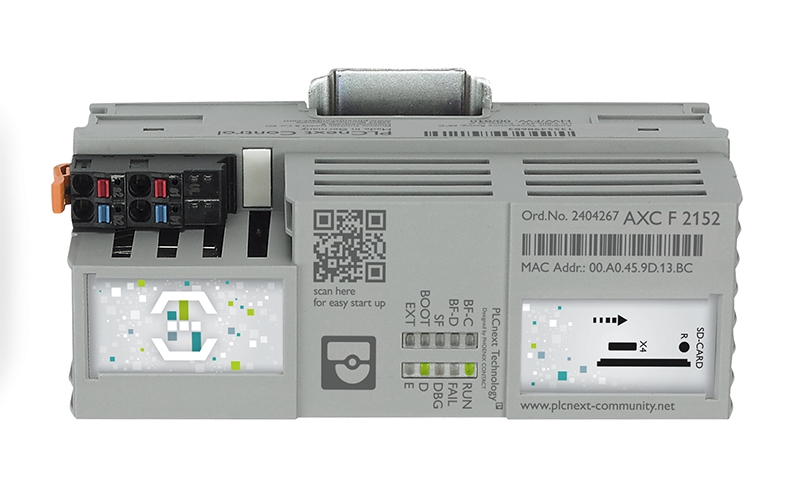
PLCnext Control : l'automate nouvelle génération de Phoenix contact
- Par automationsense
- Le 17/10/2018
- Dans Automatisme
- 1 commentaire
Phoenix Contact vient de lancer sur le marché un nouvel automate nouvelle génération dénommé PLCnext Control.Dans cet article,nous allons vous présenter ce nouveau contrôleur de Phoenix Contact entièrement dédié à l'usine connectée.
De nos jours,avec l'essor de l'industrie 4.0 et de l'usine connectée de nouveaux modèles d'automates commencent à voir le jour.Ces nouveaux automates connectés ne se limitent pas aux tâches des automates traditionnels,ils sont capables de communiquer avec des infrastructures IT leur permettant la collecte et l'archivage de données industrielles sur des systèmes Cloud distants.
Si nous prenons l'exemple du PLCnext Control de Phoenix Contact,celui a été complétement pensé pour l'industrial internet of things (IIOT).Basé sur le noyau Linux,le PLCnext est un contrôleur modulaire destiné aux systèmes industriels communicants.
Le modèle AXC F 2152 du PLCnext est doté d'un processeur ARM Cortex cadençant à 800 MHz et d'une mémoire interne de 512 Mo.Il intègre comme la plupart des automates connectés un serveur OPC UA et peut être connecté au Cloud de Phoenix Contact appelé Proficloud.L'automate nouvelle génération PLCnext Control est conforme à la norme CEI 61131, ce qui permet l'utilisation des langages de programmation usuel pour sa programmation.
PLCnext Control se base sur un architecte Linux intégré, qui est optimisée pour une capacité maximale de temps réel.L'automate permet désormais de réaliser des projets d'automatisation en s'affranchissant des limites imposées par les systèmes propriétaires.
L'automate nouvel génération PLCnext Control de Phoenix Contact peut être programmé avec le logiciel PC Worx Engineer,avec Visual Studio avec des langages comme le C# (pour en savoir plus sur la programmation C# en milieu industriel,n'hésitez pas à consulter notre formation sur les communications PC/Automate).ou encore avec l'IDE Eclipse.
-
Un habillage électronique de qualité : un must pour la perennité de vos systèmes électroniques
- Par automationsense
- Le 10/10/2018
- Dans Electronique
- 0 commentaire
Vous êtes un bureau spécialisé dans la conception de systèmes électroniques,vous fabriquez des cartes électroniques destinées au contrôle-commande de systèmes de pointe,après avoir effectué vos prototypages et mis sur pied votre carte électronique finale,vous êtes confronté au problème de choix d'un habillage électronique.

-
Formation Profibus DP
- Par automationsense
- Le 04/10/2018
- Dans Nos formations
- 21 commentaires
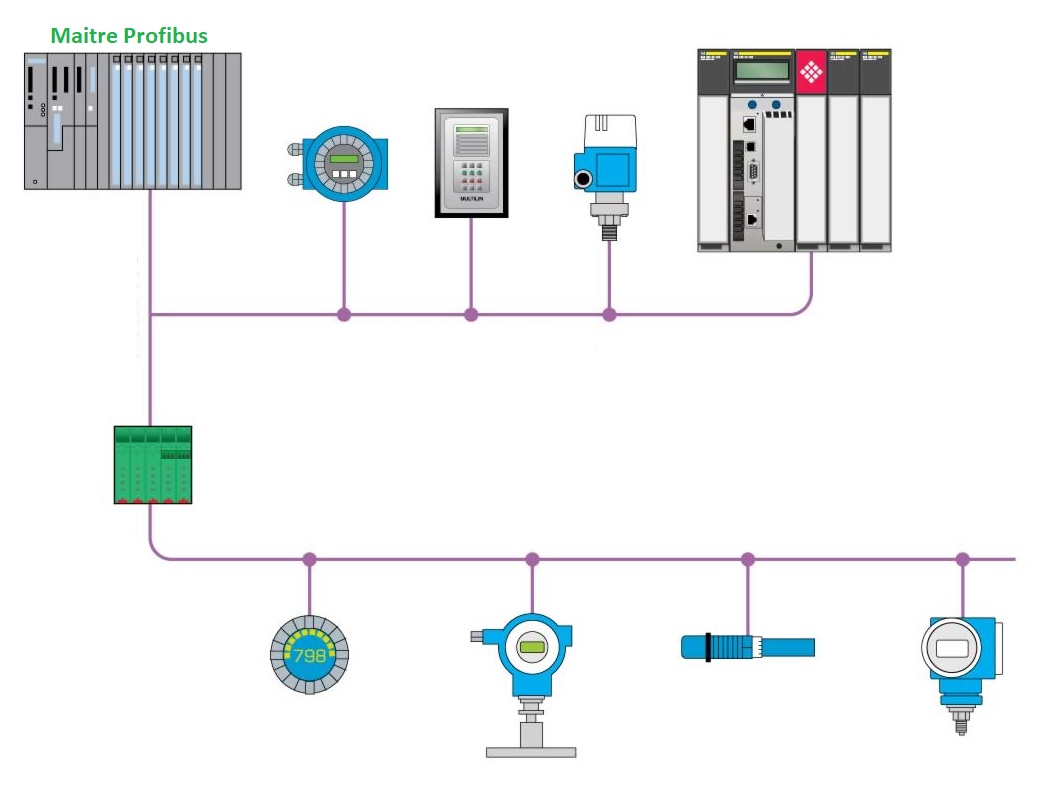
Le bus de terrain Profibus fait partie des réseaux les plus utilisés dans le monde industriel.Vous rencontrerez souvent ce bus de terrain si vous travailler avec des automates Siemens.Le bus de terrain Profibus à travers le protocole Profibus DP qui est un protocole standard contrôlé par l'organisation "Profibus et Profinet international" permet la communication entre un automate et des équipements de terrain compatible.
-
Qu'est ce qu'un automate de sécurité ?
- Par automationsense
- Le 27/09/2018
- Dans Automatisme
- 1 commentaire
En tant qu'automaticien,vous connaissez sans doute les automates programmables industriels standards.Mais connaissez-vous les automates de sécurité ? En effet,parmi les automates programmables industriels,il existe un groupe d'automates spécial appelé automate de sécurité.Dans cet article,nous allons voir c'est quoi un automate de sécurité et quelles sont leurs spécificités.Nous allons essayer de l'expliquer d'une manière simple pour les non-experts.
La différence fondamentale entre un automate à usage général et un automate de sécurité peut être résumée en un mot : "diagnostic". En effet,bien qu'il existe des différences en termes d’architecture interne, de logiciels,ainsi que de certification,l'automate de sécurité se différencie des automates traditionnels par l'intégration de nombreuses fonctions de diagnostic permettant de détecter toute défaillance interne éventuelle du matériel ou du micrologiciel, de sorte qu'une défaillance de l'automate ne provoque aucune situation "dangereuse".
De nos jours,même si les automates standards intègrent des fonctions de diagnostic,ils en possèdent beaucoup moins que les automates de sécurité.Cette capacité de diagnostic du contrôleur programmable réduit les défauts dangereux non détectés, ce qui réduit la probabilité de défaillance, ce qui est l'une des exigences du SIL (Safety integrity Level) qui est une norme qui permet de déterminer le niveau de sécurité d'un dispositif.Pour faire simple,nous allons prendre un petit exemple afin d'expliquer la différence entre un automate standard et un automate de sécurité : supposons qu'une sortie numérique d'un automate servant à commander une électrovanne soit grillée.Cela pourrait constituer un défaut dangereux car si la sortie servant à commander l'électrovanne est défaillante,la vanne ne se fermera pas.Ce qui peut être une situation dangereuse.
Alors comment faire pour éviter une telle situation,c'est là qu'intervient les automates de sécurité.Pour détecter la défaillance de la sortie numérique,l'automate de sécurité introduit une routine de diagnostic au moyen de micro-impulsions et lit l'état de la sortie.En cas de défaillance,le micrologiciel de l'automate déclenche une alarme.
Pour accroitre le niveau de sécurité du système,des architectures redondantes peuvent être utilisées en dédoublant par exemple le circuit de commande de l'électrovanne via l'utilisation de deux CPU montées en parallèle.
Il existe de nombreuses fonctions de diagnostic dans un automate de sécurité, à la fois dans la CPU et dans les mémoires mais aussi au niveau des entrées et sorties.C'est pourquoi les automates de sécurité sont relativement chers car ces fonctions supplémentaires engendrent logiquement un surcoût.
Gardez à l'esprit cependant que statistiquement,la plupart des défauts d'un système provient beaucoup plus des capteurs et actionneurs que de l'automate lui-même.Les normes internationales classent les applications en fonction de leur niveau de risque: SIL-1, SIL-2, SIL-3 et SIL-4 (Safety Integrity Level) et font partie de l’analyse des risques qui doit être faite pendant la conception du système automatisé.Dans la pratique,les automates de sécurité sont utilisés pour connecter des boutons d'arrêt d'urgence,des barrières immatérielles et autres dispositifs de sécurité.En effet,c'est une erreur d'utiliser un automate standard pour connecter des dispositifs de sécurité car le risque que cela pourrait engendrer est élevé.Dans des industries de procédès comme par exemple le pétrole et gas ou encore le nucléaire,le niveau de sécurité exigé est très élevé.Ces systèmes nécessiteront évidemment plus de dispositifs de sécurité.
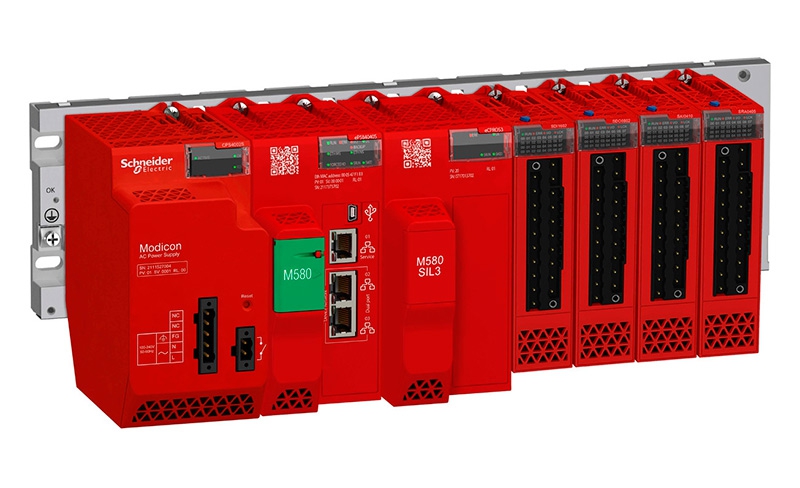
Aujourd'hui,on rencontre de nombreux automates de sécurité sur le marché.On a par exemple les systèmes Fail Safe de Siemens ou encore le Flexi-Soft du fabricant Sick ou encore le GuardLogix de Rockwell Automation,les automates de sécurité Triconex ou encore Pliz.Ces automates de sécurité sont souvent de couleur jaune ou rouge.
-
Comment choisir un module d'E/S pour votre automate ?
- Par automationsense
- Le 22/09/2018
- Dans Automatisme
- 2 commentaires
Vous devez concevoir une machine spéciale ou un système automatisé.Après avoir rédigé votre cahier des charges,analyse fonctionnelle et organique,vient le moment d'effectuer le choix de votre automate et de ses modules associés.Dans cet article,nous allons vous énumérer les éléments à prendre en compte lors du choix des modules d'entrées/sorties de votre automate.La première chose à faire lors du choix de vos modules d' E/S est d'analyser les exigences techniques du système automatisé à concevoir et dresser une fiche de spécification.
Dans cette fiche de spécification figurera les différentes caractéristiques du module d'E/S :
1- Les tensions d'alimentation des entrées,sorties : En fonction du type d'actionneur/pré-actionneur à contrôler,on pourra avoir des sorties DC ou AC. Si nous utilisons des tensions différentes, cela doit être pris en compte dans le câblage de l'armoire de commande.Par exemple, si la tension de sortie numérique est de 220 V AC, il est conseillé de ne pas les mélanger avec des fils de signaux 4-20 mA car cela risquerait de provoquer des parasites pendant les transmissions.Généralement les entrées du module sont alimentées avec des tensions basses (souvent du 24 V DC)
2- La résolution des signaux analogiques : Si nous devons traiter des signaux analogiques au niveau de notre système,nous aurons besoin d'un module d'entrée ou de sortie analogique.Normalement, une résolution de 12 bits est suffisante.Gardez à l'esprit que l'augmentation de la résolution de 1 ou 2 bits augmente considérablement le prix du module.
3 - L'isolation électrique des modules : il existe différents niveaux d'isolement (canal à canal, entre groupes de canaux etc.). Les modules standard n'ont pas d'isolement canal à canal,cependant l'isolement entre groupe de canaux est suffisant dans la plupart des applications.Ne pas mélanger le commun et la masse est généralement une bonne pratique. Les modules avec isolation galvanique entre canaux sont coûteux, il est donc nécessaire d'analyser cet aspect avec soin.
4 - La certification SIL : Si notre application nécessite un automate de sécurité, nous devrons utiliser des modules de sécurité correspondants dont le coût est beaucoup plus élevé. Ces modules intègrent de nombreuses fonctions de diagnostic et ont une structure interne redondante.
5 - Fonctionnement en conditions difficiles: Les fabricants ont souvent des modules spéciaux pour travailler dans des conditions extrêmes, telles que des températures élevées.Leur coût est généralement beaucoup plus élevé.
6 - Les zones à risque : Dans les zones dangereuses, comme dans certaines zones des raffineries, les zones sont classées en différentes catégories. Cela implique de choisir un automate de sécurité répondant à certaines exigences techniques strictes.Typiquement, dans le cas des entrées / sorties, elles doivent être intrinsèquement sûres, cela implique soit de mettre des barrières intermédiaires, soit d'utiliser des modules à sécurité intrinsèque disponibles uniquement pour certains modèles d'automates.
7 - Contrôle et positionnement d'axes : Dans les applications de positionnement, nous avons besoin de modules capables de travailler avec des mouvements rapides et précis.Selon le cas, nous pouvons utiliser des modules standards ou spéciaux comportant des entrées rapides.
8 - Les E/S distantes : En fonction de la disposition des dispositifs de terrain sur le site, il peut être intéressant d'utiliser des racks d'E/S distants proches des éléments de terrain.Dans des applications critiques (nucléaire, aéroports, etc.), nécessitant une haute disponibilité,on pourra utiliser des E/S redondantes dans différents racks séparés de plusieurs centaines de mètres.
-
La boucle de courant 4-20 mA
- Par automationsense
- Le 21/09/2018
- Dans Automatisme
- 1 commentaire
Dans l'article d'aujourd'hui,nous allons parler de la boucle de courant 4-20 mA.Si vous êtes technicien/ingénieur en instrumentation industrielle,vous en avez surement entendu parler.En effet,le standard 4-20 mA est très fréquemment utilisé au niveau des industries de process (agro-alimentaire,pétrochimie,pharmaceutique etc..). Il est utilisé pour transmettre des signaux analogiques provenant de capteurs analogiques (capteur de pression,température,débit,niveau,vitesse etc..).

Outre le 4-20 mA,nous rencontrons aussi dans l'industrie l'échelle 0-20 mA,cependant le 4-20mA reste le plus performant.En effet,le fait que la valeur basse de la boucle soit à 4 mA ou lieu de 0 mA a plusieurs avantages :
1) Nous pouvons détecter la rupture de fil lorsque nous sommes en dessous de 4 mA.Des valeurs inférieures à 4 et supérieures à 20 mA peuvent être utilisées pour détecter les défaillances du signal.Cela facilite ainsi les opérations de diagnostique.
2) La boucle de courant 4-20 mA peut transmettre des données numériques HART via les mêmes câbles sans aucune interférence entre les deux.
3) Un signal de courant, en général, est plus immunisé contre les bruits électriques que tout autre signal de tension (0-10 VDC, 1-5 VDC) et peut également fonctionner sur de longues distances.En effet,sur de longues distances et avec des boîtes de jonction intermédiaires, il y a des chutes de tension qui rendent impossible et même déconseillé de travailler avec des plages de tension.
4) En utilisant un multimètre standard, nous pouvons détecter les défaillances ou vérifier facilement la boucle 4-20 mA. En outre, il n’y a aucun risque personnel si nous touchons le câble car la tension est de 24 VCC et que le seuil de courant dangereux pour le cœur est de 30 mA.
5) Si nous devons convertir le signal de la boucle de courant en une plage de tension, par exemple à l'intérieur de l'armoire de commande, afin de le connecter à plusieurs appareils, nous pouvons le faire très facilement avec une résistance de 250 Ω. Ainsi, le signal est converti dans la plage 1-5 VDC.
-
Formation Simatic Manager Step7
- Par automationsense
- Le 19/09/2018
- Dans Nos formations
- 20 commentaires
Le but de cette formation est de vous donner les bases vous permettant de diagnostiquer et de dépanner un système automatisé basé sur les automates Siemens S7 et sur le logiciel de développement Simatic Manager Step7.

-
Début formation Simatic Manager Step7 jeudi 20 Septembre
- Par automationsense
- Le 12/09/2018
- Dans Automatisme
- 0 commentaire
Vous avez été nombreux à nous demander la date de début de la formation Simatic Manager Step7.Cette date est enfin connue.La formation Simatic Manager Step7,première formation de la rentrée 2018/2019 démarrera donc Jeudi 20 Septembre 2018 et s'étalera sur 5 semaines (environ 10 heures de formation au total).
Pour ceux qui ne connaissent pas bien les technologies d'automatisme Siemens,Simatic Manager correspond à l'ancienne version de l'environnement de développement de Siemens.Aujourd'hui,celui-ci à été remplacé par TIA Portal.Actuellement,la dernière version de Simatic Manager Step7 est la version Step7 Pro 2017,vous pouvez en savoir plus et le télécharger via ce lien.
Etant donné que certaines installations automatisées présentes dans les usines de production fonctionnent encore avec Simatic Manager Step7 et non avec TIA Portal,nous lançons cette formation afin de permettre aux personnes qui travaillent encore avec Simatic Manager de pouvoir dépanner,exploiter et entretenir un système automatisé basé sur celui-ci.
Cette formation 100% en ligne sera essentiellement axée maintenance vu qu'il existe aujourd'hui très peu de travaux neufs réalisés avec Simatic Manager.Le but ultime de la formation est de vous aider à déceler et à corriger des pannes de votre système automatisé basé sur les API Siemens.Elle est donc destinée aux électromécaniciens,électrotechniciens et technicien de maintenance travaillant dans les usines de production automatisées (agro-alimentaires,cimenteries,mines etc...).
Ci-dessous le contenu des 5 semaines de formation :
MODULE 1 – Généralités
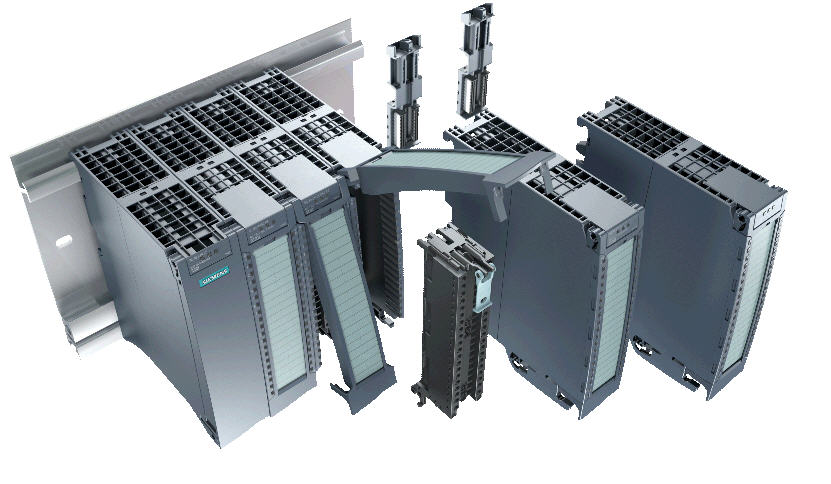
Partie 1 - Les Automates S7
Partie 2 - Les modules bus de terrain
Partie 3 - Les Logiciels (Step7 5.5, 5.6, Pro 2010, 2017)
Partie 4 - Présentation/Prise en main Simatic Manager
MODULE 2 – Projet Simatic Manager
Partie 1 - Désarchivage / Ouverture Projet
Partie 2 - Structure d’un projet : matériel
Partie 3 - Structure d’un projet : table de mnémoniques
Partie 4 - Gérer les Projets
Partie 5 - Sauvegarde / Archivage Projet
MODULE 3 – Maintenance / Diagnostique
Partie 1 - Connexion automate (choix interface, test liaison)
Partie 2 - Comparaison Hors Ligne / En Ligne
Partie 3 - Visualisation dynamique (table de variable, blocs)
Partie 4 - Recherche E/S ou Variables
Partie 5 - Chargement Programme
Partie 6 - Diagnostique (Leds CPU, Tampon diagnostique)
Partie 7 - Récupérer un programme sans projet source
Partie 8 - Simulation (PLCSIM)
MODULE 4 - Programmation de base (CONT et LIST)
Partie 1 - Les Variables, types de données
Partie 2 - Les blocs (types de blocs, création, appel, réseaux, commentaires)
Partie 3 - Programmation de base (Etats, Set, Reset, =, Fronts, Tempos, Compteurs, Comparaisons, Chargement/Move, Sauts)
Partie 4 - Rémanence, Mémento de cadence
Partie 5 - Les DB
Partie 6 - Blocs paramétrés
MODULE 5 – Modifications
Partie 1 - Disponibilité E/S : Tableau d’affectation + config matérielle
Partie 2 - Rajout Carte E/S
Partie 3 - Matériel autre : fichiers GSD/GSDML
La formation sera ouverte demain 20 Septembre 2018,vous pourrez vous inscrire dès demain.
-
Exemple programme TIA Portal Siemens
- Par automationsense
- Le 04/09/2018
- Dans Automatisme
- 1 commentaire
Nous avons vu pendant la formation "initiation aux automatismes industriels : les concepts de base" comment traduire un cahier des charges industriel en grafcet,puis en équations logiques et enfin en programme automate.Nous avons aussi abordé le langage Ladder,ses spécificités et la méthode d'élaboration d'un programme automate en langage Ladder.Concernant la partie application,nous avons vu les différents compteurs IEC disponibles sur TIA Portal.
En guise d'application,nous allons traiter un petit exemple dans lequel on mettra en oeuvre les compteurs IEC sur TIA Portal.Nous rajouterons d'autres exercices d'application qui vous permettront de mettre en pratique les autres notions étudiées durant les 8 semaines de la formation "initiation aux automatismes industriels : les concepts de base". Vous retrouverez tous ces exercices d'application au niveau de votre espace de formation.
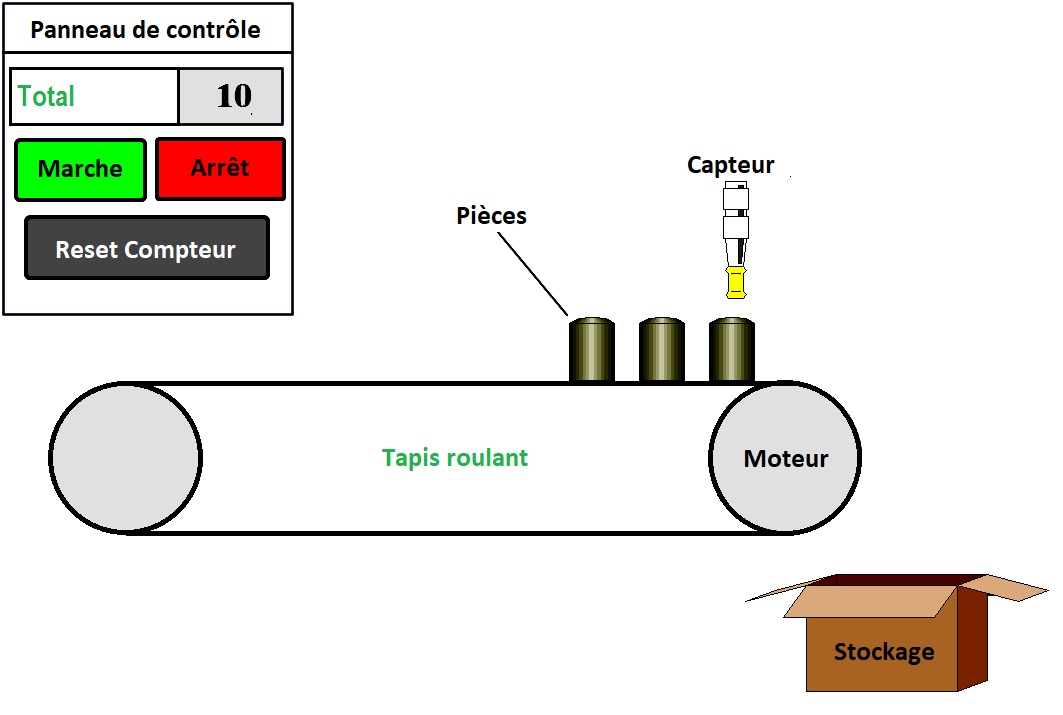
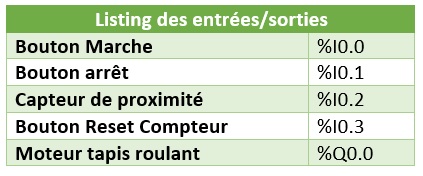
Soit un système automatisé très simple composé d'un convoyeur chargé d'acheminer des pièces vers un bac de stockage.Nous voulons compter le nombre de pièces total qui arrive au niveau du poste de stockage et l'afficher au niveau de notre panneau de contrôle.Si le nombre de pièce présent au poste de stockage atteint 1000,le tapis roulant s'arrête.Ecrivez un petit programme Ladder sur TIA Portal qui traduit ce cahier des charges.
NB : Automate à utiliser : API Siemens S7-1214C
Bouton Marche : Démarrage cycle
Bouton Arrêt : Arrêt cycle
Bouton Reset Compteur : réinitialise le compteur du panneau de contrôle
Total : affiche le nombre total de pièces comptées
-
Comment câbler un automate programmable ?
- Par automationsense
- Le 24/07/2018
- Dans Automatisme
- 6 commentaires
Dans cet article,nous allons voir comment câbler un automate programmable industriel (API).En effet,lors de la conception de l'armoire de commande de votre machine spéciale,vous câblerez les différents boutons poussoirs,capteurs et actionneurs sur les différentes entrées/sorties de votre automate.Il donc important de savoir comment réaliser le câblage de chaque élément de commande sur l'automate que l'on doit utiliser.
Avant d'aller plus loin,il faut savoir que la plupart des constructeurs d'automates fournissent dans leur manuel d'utilisation les schémas de câblage de leur contrôleur.Si vous ne savez pas comment câbler les E/S de votre automate ou si vous avez des doutes,nous vous conseillons de vous reférer à la documentation du constructeur.
En fonction de l'architecture matérielle de l'automate,le câblage peut différer.Les constructeurs d'automates proposent dans leurs catalogues deux catégories d'automates : les automates compacts (qui ont une alimentation et des entrées/sorties intégrées) et des automates modulaires qui nécessitent des modules séparées pour assurer leur alimentation ou pour ajouter des entrées/sorties supplémentaires.
Lors du cablâge d'un automate,les entrées/sorties de l'automate doivent toujours être alimentées.On rencontre souvent pour ce qui est des entrées digitales du 24 VDC (d'autres tensions d'alimentation alternatives ou continues peuvent être utilisées en fonction du modèle de l'automate).Pour les sorties digitales,on rencontre souvent du 220-240 VAC,il faut cependant noter que l'on peut aussi avoir une tension continue (DC) comme tension de sortie.Aussi les sorties digitales peuvent être de plusieurs types : transistors,relais ou triacs.Les sorties relais ou contact sec sont les plus flexibles vu qu'elles peuvent actionner à la fois des actionneurs DC et AC.Les sorties de type relais sont néanmoins plus lentes (temps de commutation plus longue,environ 10 ms).Les modules de sortie de type relais sont généralement aussi plus chèrs.Cependant,les sorties de type relais sont plus puissantes et moins sensibles aux variations et pics de tensions.
A la différence des sorties à contact sec comme les sorties de type relais,on a des sorties commutées avec les sorties de type transistor et triac.Les sorties transistor ne peuvent activer que des actionneurs DC alors que les sorties triac ne peuvent activer que des sorties AC.Les sorties triac sont très adaptés aux actionneurs nécessitant moins de 1 A.Les sorties transistors quant à eux utilisent des transistors NPN ou PNP avec des courants pouvant généralement aller jusqu'à 1 A .Leur temps de réponse est très rapide (inférieur à 1 ms).Pour ce qui est des E/S sorties analogiques,on aura souvent des signaux 0-10V,4-20mA ou encore 0-20mA.
-
Nouvel automate Allen-Bradley Micro870
- Par automationsense
- Le 12/07/2018
- Dans Automatisme
- 1 commentaire
Il y'a quelques mois,Rockwell Automation mettait sur le marché son nouvel automate : l'automate Allen-Bradley Micro870 qui fait partie de la gamme Micro800.Dans cet article,vous retrouverez les spécifications techniques de cet automate.Pour en savoir plus,cliquez sur le lien en bas de page afin de consulter tous les détails techniques sur le site de Rockwell Automation.Le nouvel automate Allen-Bradley Micro870 peut prendre en charge des micro-applications intelligentes nécessitant jusqu'à 304 E/S, 280 Ko de mémoire et 20 000 instructions de programme.

-
Test de connaissances final formation initiation aux automatismes industriels
- Par automationsense
- Le 30/06/2018
- Dans Automatisme
- 3 commentaires
Vous venez de terminer la formation "initiation aux automatismes industriels : les concepts de base" ,vous pouvez maintenant effectuer le test de connaissances final.Ce test vous permettra d'évaluer vos connaissances générales sur les automatismes industriels.Fourni sous forme de QCM et de questions/réponses ce test abordera les différents thèmes énoncés lors des 7 modules de formation.
A la fin de ce test,une attestation de fin de formation sera délivrée témoignant de la maitrise des bases en automatismes indstriels.
Après cela,la formation "initiation aux automatismes industriels" sera officiellement terminée mais nous continuerons d'ajouter de nouvelles choses après la fin de la formation,n'hésitez donc pas de revenir de temps en temps sur l'espace de formation.
Pour obtenir l'attestation de réussite,vous devrez avoir au moins 95 % de bonnes réponses
-
Automates redondants Siemens pour application d'automatisation à haute disponibilité
- Par automationsense
- Le 26/06/2018
- Dans Automatisme
- 0 commentaire
Comme vous le savez certainement,dans certains systèmes d'automatisation industriels,pour des problèmes de sécurité,on aura besoin d'utiliser des automates redondants.Ainsi,si une CPU tombe en panne, la CPU de sauvegarde prend automatiquement le contrôle du processus sans perte de données et le processus se poursuit très rapidement.
Siemens vient d'élargir sa gamme de contrôleurs Simatic S7-1500 avec trois nouveaux processeurs dédiés aux applications d'automatisation redondantes : la CPU1513R et la CPU1515R qui sont utilisées pour les projets de petite et moyenne taille et la CPU1517H qui est utilisée pour des applications plus importantes et ayant des exigences de performance plus élevées
Comme pour les CPU standards,les CPU redondants sont particulièrement faciles à mettre en oeuvre.Pour augmenter la disponibilité de communication des appareils de terrain,ceux-ci sont connectés aux CPU via un anneau Profinet. Par conséquent, tous les nœuds sont accessibles en cas d'interruption du bus de terrain. Pour ce faire, les appareils de terrain, tels que les systèmes d'E/S distribuées comme le Simatic ET 200SP, doivent prendre en charge la redondance S2.
-
GuardLogix 5580 et Compact GuardLogix 5380 : les nouveaux automates de sécurité de Rockwell
- Par automationsense
- Le 26/06/2018
- Dans Automatisme
- 0 commentaire
Rockwell Automation,le géant américain des automatismes industriels,vient de mettre sur le marché deux gammes d'automates de sécurité : le GuardLogix 5580 et le Compact GuardLogix 5380.Ces deux gammes viennent compléter le portefeuille d'automate de sécurité de la marque Allen Bradley.Comme spécification principale,ces automates ont des temps de réponses plus courts et sont conformes aux normes de sécurité SIL 2 et SIL 3.