1
Formation automatisme
Dans Automatisme
20 pratiques pour une programmation d'automate sécurisée
L'ISAGCA ou ISA Global Cybersecurity Alliance est une association professionnelle dirigée par l'International Society of Automation communément appelIée ISA et dont le but est d'aider les industriels à optimiser la cybersécurité de leur installation.L'association compte parmi leurs membres des fournisseurs de solutions d'automatisation comme Schneider Electric, Rockwell, Eaton, Honeywell etc...
Pour les automaticiens qui sont ammenés à concevoir des programmes d'automates complets que ce soit pour des machines spéciales ou pour des installations automatisées,vous pouvez consulter le document de l'ISAGCA qui présente 20 pratiques pour une programmation d'automate plus sécurisée.
Ce document est destiné aux programmeurs automaticiens et leur permet de mieux gérer la sécurité informatique des automates et des installations qu'ils contrôlent.
Réservation chaussures sécurité
Chaussures de sécurité · Réservation WhatsApp
Choisissez votre modèle. Réservez en quelques secondes.
Sélectionnez la chaussure qui vous plaît, choisissez votre pointure entre 40 et 46, puis envoyez directement votre réservation sur WhatsApp.
10 modèles
Pointures 40 à 46
Réservation directe
1Choisissez un modèleCliquez sur la chaussure souhaitée.
2Sélectionnez la pointurePointures disponibles de 40 à 46.
3Réservez sur WhatsAppLe modèle et la pointure sont ajoutés au message.
Sélectionnez votre modèle
Cliquez pour sélectionner. Double-cliquez pour afficher la chaussure en grand.
Dans Automatisme
Votre compteur ou variateur restent muets en Modbus ? Voici pourquoi
A la suite de notre lettre d'information d'hier , nous avons reçu un message de Mr Aplogan qui nous demande ceci : " Un bémol : La même panne peut se produire dans une communication Modbus TCP/IP ?Dans ce cas, que faut-il contrôler "C'est la raison pour laquelle , la lettre d'information d'aujourd'hui va aborder le modbus mais sa variante RTU et dans une prochaine lettre d'information nous aborderons le modbus TCP/IP.
Dosage Raffinage Huile
Calcul automatique des intrants
Qualité
Statut acidité
En attente
Norme Sénégal : acidité finale < 0.30
Neutralisation
Soude NaOH
0 kg
0,73 kg / 100 kg / point d’acidité
Dilution
Eau (soude)
0 kg
Lavage
Eau salée
0 kg
Lavage
Sel
0 kg
Décoloration
Terre décolorante
0 à 0 kg
⚠️ Sécurité : porter gants, lunettes et protection. Toujours verser la soude dans l’eau (jamais l’inverse).
Automaticien , prends ton café et laisses ton IA Programmer !
Industrie 4.0
Siemens TIA Portal
IA & Automatisme
Programmer un automate Siemens
en parlant à une IA
Découverte de T-IA Connect : le pont entre Claude, le protocole MCP et TIA Openness. Et un exemple concret avec la régulation d'un château d'eau.
Introduction
De quoi parle-t-on, au juste ?
Imagine que tu puisses ouvrir une fenêtre de chat, écrire en français « crée-moi un bloc fonction pour gérer le remplissage d'un château d'eau avec une pompe, deux capteurs de niveau et une sécurité anti-débordement », et voir apparaître quelques secondes plus tard le code SCL prêt à être intégré dans TIA Portal.
C'est exactement ce que permet aujourd'hui une nouvelle génération d'outils qui connectent l'IA à ton environnement d'automatisme. Avant d'entrer dans le concret, posons les briques une par une.
Les fondations
Trois concepts à comprendre
Pour saisir ce qui se passe, il faut poser trois briques techniques. Rien de sorcier.
01
TIA Portal
L'environnement de développement Siemens pour programmer les automates SIMATIC (S7-1200, S7-1500), les IHM et la configuration réseau. Rien de nouveau ici — c'est l'outil quotidien de l'automaticien.
02
TIA Openness
Une API officielle Siemens qui permet à un programme externe de piloter TIA Portal : ouvrir un projet, créer des blocs, exporter du SCL, compiler. Jusqu'ici, il fallait écrire du C# ou du PowerShell.
03
MCP
Le Model Context Protocol, inventé par Anthropic, est un standard ouvert qui permet à une IA de dialoguer avec des outils externes. MCP donne des mains à l'IA : elle ne se contente plus de parler, elle peut agir.
Claudel'IA
+
MCPle pont
+
TIA Opennessla clé
Programmation d'automate
en langage naturel
en langage naturel
Pour relier tout ça, il faut un serveur MCP dédié à TIA Portal. C'est là qu'entre en scène T-IA Connect.
Focus produit
T-IA Connect, c'est quoi exactement ?
Un outil développé par la société française FeelAutom. Son rôle est simple à décrire : c'est un serveur qui tourne sur ta machine, qui parle MCP d'un côté (avec Claude, ChatGPT, ou un modèle local) et qui parle Openness de l'autre (avec TIA Portal).
390+
Points d'API
V17→V21
Versions TIA
100%
On-premise
14j
Essai gratuit
Ce que ça permet concrètement
-
Lire ton projet
Explorer l'arborescence, les blocs, les variables, les UDT existants.
-
Générer du code SCL
Contextualisé, utilisant tes propres types et conventions de nommage.
-
Créer et modifier des blocs
OB, FB, FC, DB — directement dans le projet ouvert.
-
Compiler et détecter les erreurs
Validation automatique, feedback immédiat dans le chat.
-
Piloter PLCSim Advanced
Pour tester le code virtuellement avant déploiement réel.
-
Gérer les IHM
Tag tables, configuration réseau, écrans WinCC.
Les points qui plaisent aux industriels
-
Tout reste local
Le serveur tourne sur ta station. Ton code PLC ne part pas sur un cloud tiers sans ton accord.
-
Choix du modèle IA
Claude, GPT-4, ou des modèles locaux (Llama 3, Mistral, Qwen) via Ollama pour l'air-gapped.
-
BYOK (Bring Your Own Key)
Licence unique + tes propres clés API. Pas d'abonnement SaaS récurrent par poste.
-
Génération déterministe
Validation contre les schémas SimaticML : pas d'hallucination de syntaxe.
Comment ça s'installe
Le principe est comparable à n'importe quel serveur MCP. Après avoir installé T-IA Connect, tu ajoutes quelques lignes dans le fichier de configuration de Claude Desktop :
claude_desktop_config.json
{
"mcpServers": {
"tia-connect": {
"command": "C:\\Program Files\\T-IA Connect\\TiaPortalApi.App.exe",
"args": ["--mcp"]
}
}
}Tu redémarres Claude Desktop, et l'IA voit apparaître les outils T-IA Connect dans sa panoplie. Tu peux commencer à lui parler de ton projet TIA comme tu parlerais à un collègue.
Mise en pratique
Exemple concret : la régulation d'un château d'eau
Un cas d'école classique en automatisme. L'objectif : maintenir un niveau d'eau correct dans un réservoir en haut d'une tour qui alimente un village ou une installation industrielle.
Installation type : 3 capteurs de niveau, 1 pompe, 1 arrêt d'urgence
Le cahier des charges
Voici les fonctionnalités à implémenter dans le bloc fonction :
- LSL — NIVEAU BAS Capteur qui déclenche le démarrage de la pompe quand l'eau descend sous le seuil.
- LSH — NIVEAU HAUT Capteur qui arrête la pompe une fois le réservoir plein.
- LSHH — SÉCURITÉ Anti-débordement : coupe immédiate en cas de dépassement critique.
- AU — ARRÊT D'URGENCE Contact actif bas (sécurité positive). Coupe tout et passe en défaut.
- MODE AUTO / MANU Commutation pour la maintenance ou les essais en mode manuel.
- TEMPO ANTI-CYCLE 30 secondes minimum entre deux démarrages pour protéger le moteur.
Le prompt envoyé à Claude
— Toi, dans Claude Desktop
Connecte-toi à TIA Portal et ouvre mon projet
Chateau_Eau.als20. Crée un Function Block en SCL qui s'appelle FB_Gestion_Chateau_Eau pour piloter une pompe de remplissage.
Entrées : LSL (niveau bas, Bool), LSH (niveau haut, Bool), LSHH (sécurité anti-débordement, Bool), AU (arrêt d'urgence actif bas, Bool), Mode_Auto (Bool), Cmd_Manu_Pompe (Bool).
Sorties : Pompe_Marche (Bool), Defaut (Bool), Etat (Int : 0=arrêt, 1=remplissage, 2=défaut).
La pompe démarre quand LSL passe à FALSE (eau basse) et s'arrête quand LSH passe à TRUE (eau haute).
En cas de LSHH ou AU, coupe immédiate et passage en défaut. Ajoute une tempo anti-redémarrage de 30 secondes. Commente le code en français.
Ce que Claude fait en coulisses
L'IA enchaîne plusieurs appels aux outils MCP de T-IA Connect :
Connect()— se relie à TIA Portal en cours d'exécutionOpenProject("Chateau_Eau.als20")— ouvre le projetGetProjectOverview()— lit l'arborescence, les tag tables, les UDT existantsCreateBlock(name, type="FB", language="SCL", code=...)— crée le bloc avec le code généréCompileBlock("FB_Gestion_Chateau_Eau")— compile et vérifie la syntaxe
Le code SCL généré
Voici ce que Claude renvoie (extrait), prêt à être intégré :
FB_Gestion_Chateau_Eau.scl
FUNCTION_BLOCK "FB_Gestion_Chateau_Eau"
{ S7_Optimized_Access := 'TRUE' }
VERSION : 0.1
VAR_INPUT
LSL : Bool; // Capteur niveau bas (TRUE = eau présente)
LSH : Bool; // Capteur niveau haut (TRUE = plein)
LSHH : Bool; // Sécurité anti-débordement
AU : Bool; // Arrêt d'urgence (actif bas)
Mode_Auto : Bool; // TRUE = auto, FALSE = manuel
Cmd_Manu_Pompe : Bool; // Commande manuelle de la pompe
END_VAR
VAR_OUTPUT
Pompe_Marche : Bool; // Sortie vers le contacteur
Defaut : Bool; // Défaut général
Etat : Int; // 0=arrêt, 1=remplissage, 2=défaut
END_VAR
VAR
Tempo_AntiCycle : TON; // Tempo anti-redémarrage
Memo_Arret : Bool; // Mémoire du dernier arrêt
END_VAR
BEGIN
// --- Gestion des défauts (priorité absolue) ---
IF #LSHH OR NOT #AU THEN
#Pompe_Marche := FALSE;
#Defaut := TRUE;
#Etat := 2;
#Memo_Arret := TRUE;
RETURN;
END_IF;
#Defaut := FALSE;
// --- Tempo anti-cycle court : 30 s après un arrêt ---
#Tempo_AntiCycle(IN := #Memo_Arret, PT := T#30S);
IF #Tempo_AntiCycle.Q THEN
#Memo_Arret := FALSE; // Tempo écoulée, on peut redémarrer
END_IF;
// --- Mode automatique ---
IF #Mode_Auto THEN
// Démarrage quand eau basse ET tempo écoulée
IF NOT #LSL AND NOT #Memo_Arret THEN
#Pompe_Marche := TRUE;
#Etat := 1;
END_IF;
// Arrêt quand eau haute
IF #LSH THEN
#Pompe_Marche := FALSE;
#Etat := 0;
#Memo_Arret := TRUE;
END_IF;
ELSE
// --- Mode manuel ---
#Pompe_Marche := #Cmd_Manu_Pompe AND NOT #LSH AND NOT #LSHH;
#Etat := 0;
END_IF;
END_FUNCTION_BLOCKClaude — confirmation
J'ai créé le FB FB_Gestion_Chateau_Eau dans ton projet. Compilation réussie, aucune erreur. Le bloc est prêt à être appelé depuis ton OB1. Veux-tu que je génère aussi le DB d'instance associé et un exemple d'appel depuis l'OB1 ?
Tu réponds « oui », et en deux autres prompts tu obtiens le DB d'instance et le code d'appel. Le tout sans jamais quitter la conversation, sans écrire une ligne de code à la main, sans chercher dans la documentation Siemens.
Vigilance
Les limites à garder en tête
Même avec cet outillage, quelques règles de bon sens restent essentielles. Un automaticien reste indispensable.
Toujours relire le code
L'IA fait des erreurs, surtout sur des cas métier complexes ou des normes de sûreté. Un code SCL n'est jamais déployé sur un automate réel sans revue humaine.
Tester en simulation
PLCSim Advanced (supporté par T-IA Connect) permet de valider le comportement avant d'envoyer sur l'automate physique. Indispensable.
Attention aux applications SIL
Pour la sécurité fonctionnelle (SIL2, SIL3), l'IA peut dégrossir, mais la validation formelle reste une affaire d'ingénieurs certifiés.
Le facteur contexte
Plus tu donnes de contexte (UDT existants, conventions, normes ISA-88 / IEC 61131-3), plus le code sera pertinent. Un prompt vague = code générique.
Pour aller plus loin
Si l'idée t'intéresse, le chemin le plus rapide est le suivant. En une après-midi, tu auras une idée claire du gain de productivité.
ÉTAPE 01
Installer Claude Desktop
ÉTAPE 02
Télécharger T-IA Connect (essai 14j)
ÉTAPE 03
Ajouter la config MCP
ÉTAPE 04
Tester sur un petit projet
Comment améliorer son département automatisme ?
Management • Automatisme • Organisation industrielle
Comment améliorer son département automatisme ?
Bonnes pratiques pour garantir le bon fonctionnement de son département automatisme et améliorer les conditions de travail des automaticiens.

Une meilleure organisation
Clarifier les rôles, structurer les projets et mieux coordonner les équipes permet de gagner en efficacité.
De meilleures conditions
Des outils adaptés, du soutien terrain et une vraie reconnaissance réduisent l’usure des automaticiens.
Moins de turnover
Une entreprise qui valorise ses techniciens attire plus facilement les talents et les fidélise plus longtemps.
Introduction
Pourquoi ce sujet est important
Cet article est destiné aux managers (chef de département automatisme , responsable technique automatisme , chef de service en électricité et automatisme). Après avoir recueilli plusieurs centaines d'avis de techniciens automaticiens que nous avons eu à acceuillir chez automation-sense.com , cet article permettra aux managers d'améliorer leur département ou service en automatisation et de créer un cadre idéal pour leurs collaborateurs.En effet , une forte rotation du personnel a un impact négatif sur la réputation de l’entreprise.
Notre objectif n’est pas d’alimenter les conflits, mais de présenter des faits de notre point de vue afin d’encourager l’adoption de mesures concrètes pour améliorer la situation. Réduire le problème à une simple question de salaire insuffisant serait trop simpliste, car les causes sont plus nombreuses.
Nous avons donc élaboré une liste de bonnes pratiques pour garantir le bon fonctionnement du département automatisme et améliorer les conditions des automaticiens, dans une logique de critique constructive.
1 à 2
Disposer d’un laboratoire équipé et d’un vrai kit de programmation
Il est fondamental de disposer au sein de votre usine de matériel tel que des automates, variateurs, servomoteurs, robots et autres équipements de test au sein de l’entreprise. Cela facilite la formation des nouveaux automaticiens et leur permet de s’exercer dans un environnement maîtrisé.
Si l’entreprise est spécialisée dans un type précis de machines, il est fortement recommandé de disposer d’une machine de test. Cela permet de valider les essais dans des conditions proches de la réalité et peut aussi servir de vitrine technologique pour les clients.
Chaque automaticien devrait également avoir ses propres outils de base : jeux de clés, tournevis, pinces, mètre ruban et multimètre. L’ordinateur portable reste l’outil le plus important du programmeur, et il doit être suffisamment puissant, surtout en environnement Siemens ou avec des machines virtuelles.
3 à 5
Clarifier les responsabilités et mieux coordonner les départements
Définir clairement les rôles
Les outils de l'automaticien ne doivent pas servir à le transformer en électricien ou en mécanicien. Ils sont destinés uniquement aux réglages mineurs et aux vérifications.
Chaque département doit avoir un périmètre clair. Si le défaut vient de la mécanique, c’est au service mécanique de le traiter.
Associer davantage les équipes
Il est très recommandé que les personnes ayant participé à la fabrication de la machine — mécaniciens, électriciens, programmeurs — soient présentes lors de l’installation chez le client.
Les commerciaux doivent aussi consulter les techniciens avant de vendre une machine, afin d’éviter de promettre quelque chose de non viable ou mal estimé.
6
Le rôle clé du responsable du département automatisme
Ce qu’il doit protéger
- Éviter que les automaticiens ne s’épuisent
- Fixer des limites avec les autres départements
- Répartir la charge de manière équitable
- Soutenir les techniciens en difficulté
- Informer la direction quand la capacité du service est dépassée
Ce qu’il doit structurer
- Des standards de programmation
- Une bibliothèque de fonctions documentées
- Des manuels techniques simples
- Le stockage correct des logiciels et machines virtuelles
- Une vraie évaluation technique des candidats
7 à 9
Rendre les déplacements plus attractifs et plus humains
Les déplacements doivent être attractifs pour les salariés. Les compensations économiques doivent être cohérentes, et les indemnités doivent réellement couvrir les dépenses nécessaires.
L’entreprise doit aussi veiller au bien-être des salariés : ne pas avoir à gérer soi-même des problèmes logistiques comme la blanchisserie ou les trajets inutiles.
Il est également important de fixer une limite raisonnable du nombre de jours passés hors du domicile dans l’année, et de mettre en place une planification des déplacements aussi claire que possible.
Enfin, lorsqu’un séjour est prolongé avec l’accord du salarié, une compensation spécifique est logique. C’est une façon simple de reconnaître l’effort fourni.
10 à 12
Acheter intelligemment, former les équipes et savoir dire non
Le service achats doit consulter les techniciens avant d’acheter de nouveaux matériels. Certains équipements semblent moins chers au départ, mais coûtent beaucoup plus ensuite en temps de configuration, en pannes ou en manque d’assistance.
Il est aussi essentiel que l’entreprise propose des formations spécialisées sur les automates et les autres équipements, de préférence assurées par les fabricants.
Enfin, une entreprise sérieuse doit savoir poser des limites au client. Ce qui est hors contrat doit faire l’objet d’un complément clairement cadré. C’est aussi une façon de protéger les équipes sur le terrain.
13 à 15
Rémunération, mentorat et fidélisation
L'automaticien porte une responsabilité importante et doit être rémunéré en conséquence, y compris lorsqu’il est junior. Il n’est pas cohérent que les heures supplémentaires soient mal valorisées au regard du niveau de responsabilité exigé.
Il ne faut pas laisser les juniors seuls. L’idéal est de leur attribuer un mentor expérimenté afin qu’ils apprennent non seulement la programmation et les essais machine, mais aussi les relations avec les autres services et avec les clients.
Enfin, les salaires doivent être réévalués régulièrement par rapport au marché. Il ne devrait pas être nécessaire de menacer de partir pour obtenir une rémunération cohérente.
16 à 19
Préserver les personnes et mieux piloter les projets
Lorsqu’un salarié quitte l’entreprise, cela ne doit pas être vécu comme une attaque personnelle. Garder une attitude ouverte peut permettre un retour futur et préserver une bonne image de l’entreprise.
Il faut également fixer des limites aux heures supplémentaires. Elles peuvent être utiles ponctuellement, mais elles ne doivent jamais devenir un mode de fonctionnement permanent, sous peine d’épuiser les automaticiens et d’augmenter les risques d’erreur.
Les projets doivent être planifiés de manière réaliste, en tenant compte des retards de matériel, des erreurs de montage, du temps de débogage, et de la période d’assistance après la livraison.
Le chef de projet doit enfin promouvoir une vraie culture de collaboration. En cas de problème, la priorité doit être la recherche de solution, et non la recherche d’un coupable.
20
Reconnaître le travail bien fait
Au-delà du salaire, il existe une satisfaction profonde à voir une machine prendre vie et fonctionner correctement. Dans ces moments-là, quelques mots de félicitations de la part des supérieurs ont énormément de valeur.
Lorsque des efforts exceptionnels sont fournis, un remerciement sincère du dirigeant ou du responsable est un geste simple mais très motivant. Cette reconnaissance doit aussi exister entre collègues, lorsque le travail des autres services a été bien préparé.
Conclusion
Un bon département automatisme ne repose pas seulement sur la technique
Un service automatisme performant repose autant sur la technique que sur l’organisation, le respect, la communication et la vision managériale. Les entreprises qui prennent soin de leurs automaticiens, qui cadrent mieux les projets et qui donnent de vrais moyens à leurs équipes sont aussi celles qui construisent une réputation solide sur le long terme.
Si vous êtes automaticien, programmeur d'automates ou responsable technique, et que vous pensez qu’une mesure essentielle manque à cette liste, cela mérite d’être discuté. C’est souvent dans ces échanges que naissent les meilleures améliorations.
Dans Automatisme
Vers la fin des automates physiques ?
Les automates virtuels, ou vPLC, proposent une nouvelle manière de déployer le contrôle industriel sous forme logicielle. Découvrez leur fonctionnement, leurs avantages, leurs limites et leur complémentarité avec les automates physiques traditionnels.
Les automates virtuels ou Virtual PLC représentent-ils le futur de l'automatisation ?
Industrie 4.0 • Cloud • Edge • IoT industriel
Automates Virtuels (Virtual PLC) : Vers une Nouvelle Ère de l’Automatisation Industrielle
Les automates virtuels révolutionnent la manière de concevoir, déployer et faire évoluer les systèmes de contrôle industriels. Plus flexibles, plus connectés et plus faciles à intégrer dans les architectures modernes, ils ouvrent la voie à une automatisation nouvelle génération.
Les vPLC peuvent s’exécuter sur serveur, PC industriel, machine virtuelle ou infrastructure cloud.
1. Qu’est-ce qu’un automate virtuel (vPLC) ?
Un automate virtuel est une instance logicielle qui se comporte comme un automate physique. Il exécute des programmes en langage automate (LADDER, SCL, FBD…) dans un environnement informatique virtualisé ou conteneurisé.
Machine virtuelle (VM)
Exécution dans un environnement virtualisé classique sur serveur ou PC.
Conteneur Docker
Déploiement léger, rapide et reproductible dans une architecture moderne.
Serveur cloud
Possibilité d’intégration avec AWS, Azure, Siemens Industrial Edge et d’autres plateformes.
PC industriel (IPC)
Solution locale robuste pour combiner contrôle, supervision et acquisition de données.
L’objectif d’un vPLC est de reproduire le comportement d’un automate physique, avec la possibilité de communiquer avec des capteurs, des actionneurs et des systèmes SCADA via des protocoles comme Modbus TCP, OPC UA, Profinet ou MQTT.
2. Fonctionnement d’un vPLC
Le vPLC repose sur une pile logicielle capable de :
- Exécuter un programme automate compilé
- Gérer un cycle de scrutation (scan cycle)
- Assurer des communications industrielles
- Intégrer des fonctions temps réel ou pseudo temps réel
- Être supervisé à distance, sauvegardé, redémarré ou répliqué
Exemples de solutions
- CODESYS Control Win ou CODESYS Edge
- Siemens SIMATIC S7-1500V
- Schneider EcoStruxure Automation Expert
- PLCnext Virtual de Phoenix Contact
3. Avantages des automates virtuels
a) Réduction des coûts
Moins de matériel à acheter : pas de châssis, d’alimentation ni d’entrées/sorties physiques si elles sont simulées ou déportées.
b) Déploiement rapide et flexible
L’instance vPLC peut être déployée instantanément sur n’importe quelle machine compatible, clonée pour des tests ou utilisée pour de la redondance.
c) Intégration au cloud et à l’IoT
Le vPLC est facilement interfaçable avec des plateformes cloud et peut envoyer ses données en MQTT, REST API ou OPC UA.
d) Test, simulation et jumeau numérique
Les vPLC sont idéaux pour les tests hors ligne, la formation et le développement de jumeaux numériques.
e) Évolutivité et redondance
Il est plus facile d’ajouter, de retirer ou de dupliquer des automates selon les besoins de production.
4. Limites et inconvénients des vPLC
a) Dépendance à la couche matérielle
En cas de panne du serveur ou du PC hôte, tous les vPLC hébergés peuvent s’arrêter.
b) Temps réel
Les automates physiques restent plus adaptés aux environnements nécessitant un comportement déterministe strict.
c) Complexité réseau
L’accès aux E/S physiques nécessite un réseau fiable. Une panne réseau peut couper les liaisons avec les modules déportés.
d) Sécurité
Les vPLC exposés sur un réseau ou sur internet nécessitent une cybersécurité renforcée.
5. Cas d’usage des automates virtuels
Formation et éducation
Apprendre et pratiquer sans investir immédiatement dans du matériel coûteux.
Développement hors ligne
Tester les programmes sans attendre la machine réelle.
Industrie connectée
Analyser ou contrôler des procédés dans des architectures Edge ou Cloud.
Maintenance prédictive
Collecter des données pour anticiper les pannes et améliorer les performances.
6. Comparatif : vPLC vs automate physique
| Critère | Automate virtuel | Automate physique |
|---|---|---|
| Support | PC, VM, serveur, cloud | Matériel dédié industriel |
| Déploiement | Très flexible | Plus rigide |
| Temps réel | Dépend de l’hôte | Très robuste |
| Maintenance | Logicielle, clonable | Matérielle et logicielle |
| Intégration cloud | Naturelle | Moins directe |
7. Les vPLC remplacent-ils les automates physiques ?
Non. Les automates virtuels ne remplacent pas encore totalement les automates physiques dans les environnements industriels critiques.
En revanche, ils deviennent essentiels dans l’ingénierie moderne pour le prototypage, les tests, le cloud computing, l’edge computing et l’automatisation distribuée.
Le futur de l’automatisation industrielle sera probablement hybride, avec une complémentarité intelligente entre automates physiques et virtuels.
Alerte vulnérabilités automates Siemens et TIA Portal
Avis à toutes les entreprises et usines qui suivent notre lettre d'information hebdomadaire sur automation-sense.com !
Si vous utilisez des automates Siemens au sein de votre usine ou entreprise , de nouvelles vulnérabilités affectent actuellement les produits Siemens.
Ces vulnérabilités ont été publiées par le constructeur allemand Siemens dans les bulletins SSA-183963, SSA-460466 , SSA-626991 et SSA-904646 du 08 juillet 2025 ,donc hier.

Avant de vous parler de l'histoire de l'automaticien qui est passé du logiciel TIA Portal de Siemens vers Rslogix 5000 de Rockwell car dans la mine dans laquelle il travaillait il n'y avait que des automates Rockwell Allen Bradley et très peu de Siemens (c'est le cas de certaines usines comme par exemple Nestlé qui a pas mal d'automates Allen Bradley . Nestlé Côte d'Ivoire et Sénégal par exemple ont pas mal d'automates Rockwell sur leurs lignes).
Comment faciliter la vie de votre opérateur machine ?
Avant de commencer à vous raconter l'histoire de l'automaticien qui a refait tout le programme IHM de la machine afin que l'opérateur de la machine n'ait plus besoin de l'appeler , nous vous remercions d'être fidèle à notre lettre d'information spécialement dédiée à l'automatisme , à l'instrumentation et à la régulation industrielle.

Nous allons bientôt atteindre les 35 000 lecteurs quotidiens , merci à vous de nous suivre quotidiennement !
Nous avons constaté que certaines personnes qui suivent nos formations en automatisme sur notre plateforme ne sont pas tout le temps autonomes . En effet , ce n'est pas tout le monde qui a la faculté de suivre une formation sous forme de vidéos et fiches PDF . Il faut vraiment être autonome et avoir l'habitude de travailler seul pour pouvoir le faire et ce n'est pas le cas de tout le monde .
C'est la raison pour laquelle , nous allons lancer à partir du 15 Juin 2025 des sessions de formations en LIVE sur Google Meet pendant les soirées (à partir de 18 heures).
Il n’a pas ouvert le logiciel TIA Portal… et pourtant, il a réparé la machine !
Merci encore d'être fidèle à notre lettre d'information dédiée à l'automatisme , l'instrumentation et la régulation industrielle.
Pour ceux qui nous envoient des messages concernant notre prochaine session de formation en LIVE sur Google Meet , la date précise n'a pas encore été choisi car il y'a déjà un groupe en cours de formation .
Il faut d'abord que l'on termine avec le groupe en cours avant de lancer une nouvelle session LIVE . La prochaine session sera probablement en fin Juin , mais nous vous préciserons la date exacte avant .
Dans Automatisme
Formation 100% en ligne automatisme
Ce soir , à partir de 18 heures , va débuter la première séance de formation en automatisme Siemens en Live sur Google Meet . Nous avons ajouté hier l'ensemble des participants de cette formation intensive de 2 mois (32 heures) sur WhatsApp , notre but , les accompagner de manière individuelle dans leur montée en compétence en automatisme plus particulièrement sur les automates Siemens.
Nous leur avons envoyé hier soir 3 QCM de tests de connaissances afin de tester le niveau de chaque participant , après la correction des QCM , nous catégoriserons les profils de participants afin de mieux les accompagner de manière individuelle .
Nous avons actuellement des participants du Sénégal et du Congo Brazzaville qui vont pouvoir dès ce soir bénéficier d'un programme de formation intensif de 2 mois avec une attestation de participation finale.
Vous étiez nombreux à nous avoir demandé des formations individuelles , c'est la raison du lancement des sessions de formation en Live sur Google Meet.
Ceci dit , nous avons terminé le câblage de la maquette didactique dont nous vous avions parlé avant hier au profit d'une usine sur Dakar . Nous devrions retourner à l'usine dans les prochains jours pour les former à l'utilisation de la maquette didactique . La maquette permettra aux techniciens de maintenance de l'usine de plus se familiariser avec les automates Siemens . Nous avons intégré dans la maquette un tapis roulant qui sera commandé par un variateur Danfoss via un automate Siemens S7-1212C.
Bref ! Trêve de bavardage , nous vous disons à très bientôt et pour les participants à la formation en Live de ce soir ! A ce soir !
Dans Automatisme
Formation 100% en ligne automatisme
Ce soir , à partir de 18 heures , va débuter la première séance de formation en automatisme Siemens en Live sur Google Meet . Nous avons ajouté hier l'ensemble des participants de cette formation intensive de 2 mois (32 heures) sur WhatsApp , notre but , les accompagner de manière individuelle dans leur montée en compétence en automatisme plus particulièrement sur les automates Siemens.
Nous leur avons envoyé hier soir 3 QCM de tests de connaissances afin de tester le niveau de chaque participant , après la correction des QCM , nous catégoriserons les profils de participants afin de mieux les accompagner de manière individuelle .
Nous avons actuellement des participants du Sénégal et du Congo Brazzaville qui vont pouvoir dès ce soir bénéficier d'un programme de formation intensif de 2 mois avec une attestation de participation finale.
Vous étiez nombreux à nous avoir demandé des formations individuelles , c'est la raison du lancement des sessions de formation en Live sur Google Meet.
Ceci dit , nous avons terminé le câblage de la maquette didactique dont nous vous avions parlé avant hier au profit d'une usine sur Dakar . Nous devrions retourner à l'usine dans les prochains jours pour les former à l'utilisation de la maquette didactique . La maquette permettra aux techniciens de maintenance de l'usine de plus se familiariser avec les automates Siemens . Nous avons intégré dans la maquette un tapis roulant qui sera commandé par un variateur Danfoss via un automate Siemens S7-1212C.
Bref ! Trêve de bavardage , nous vous disons à très bientôt et pour les participants à la formation en Live de ce soir ! A ce soir !
Automatisme , TIA Portal et intelligence artificielle
Bonjour chers abonnés , merci de lire votre lettre d'information préférée dédiée à l'automatisme industriel et d'être fidèle à Automation Sense , la première lettre d'information dédiée aux automaticiens de la francophonie avec aujourd'hui près de 36 000 membres actifs.
Les automates Rockwell Allen Bradley sont-ils beaucoup utilisés en usine ?
Il y'a de cela 5 ans , nous avions tenu une réunion en ligne sur TEAMS avec Mr Phillipe un des responsables techniques chez la multinationale Michelin France sur leur site de Clermond-Ferrand .

Le cabinet automation-sense.com spécialisé dans la maintenance en automatisme et instrumentation mais aussi dans la formation technique et professionnelle des techniciens de l'industrie depuis 2014 est heureux d'annoncer que notre entreprise a officiellement obtenu l'agrément No 002147/ONFP/DG/DEC/2024 de l'état du Sénégal plus spécifiquement du ministère de la formation technique et professionnelle et de l'office national de la formation professionnelle du Sénégal.
Maquette didactique virtuelle SnapTrainer
SnapTRAINER est une maquette de simulation virtuelle et modulaire qui permet d’ajouter des modules d’E/S TOR , des modules d'E/S analogiques , des vérins , des voyants , des réservoirs , des moteurs pas à pas etc.... et de les connecter à un automate réel via Modbus.
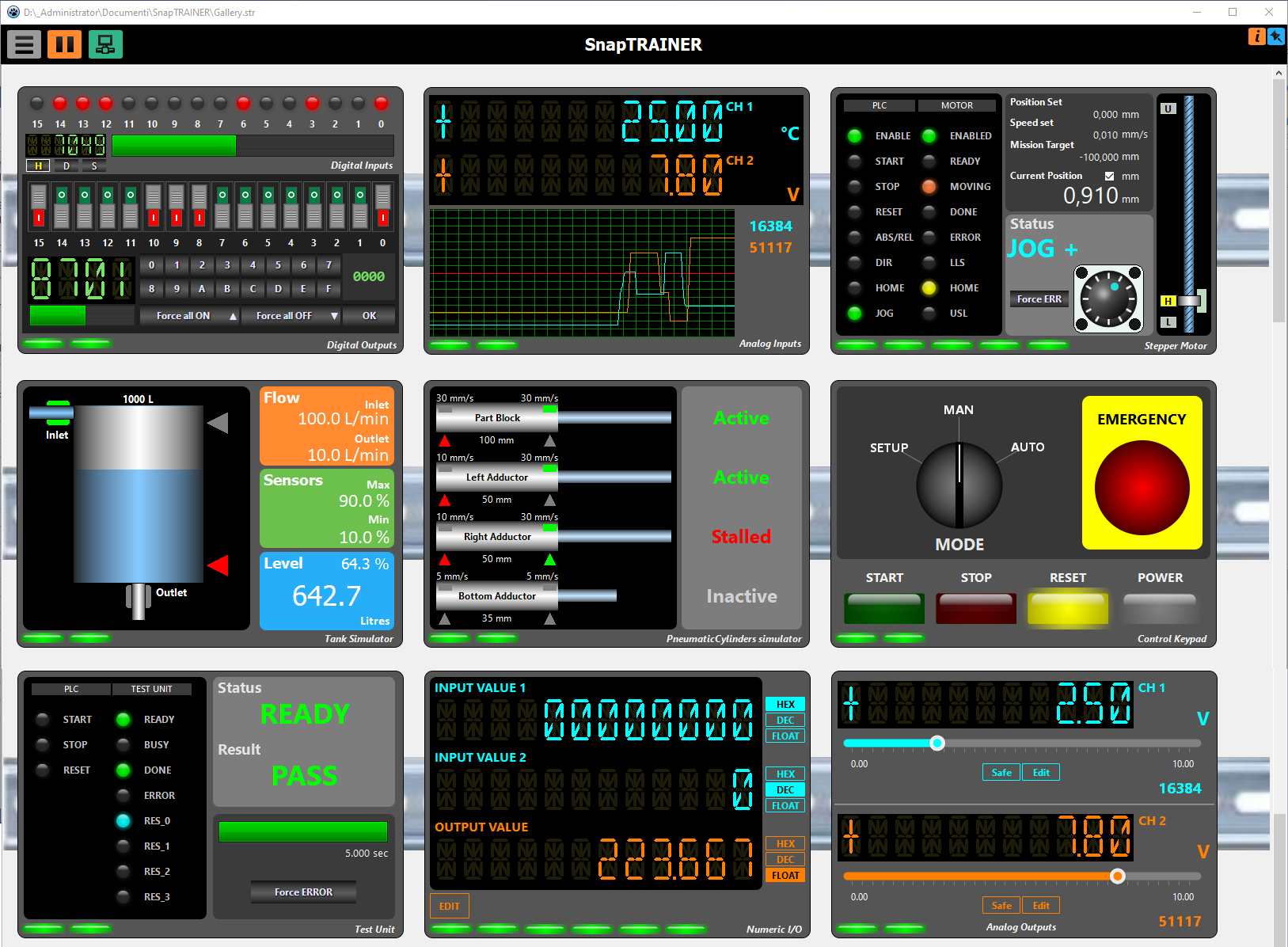
Il est entièrement gratuit et open source et peut être connecté via Ethernet ou RS485 à pratiquement n'importe quel automate qui gère le Modbus TCP ou RTU à la fois comme maître ou esclave . La connexion avec les automates Siemens est aussi possible via le protocole S7 . Vous pourrez donc l’utiliser avec les nouvelles gammes d’automates Siemens S71200/1500 mais aussi avec les automates S7-300 et S7-400.
Cette maquette virtuelle s'adresse aux écoles d’ingénieurs et centres de formation professionnelles sans budget mais aussi automaticiens amateurs qui veulent apprendre la programmation d’automates sans disposer de beaucoup de budget.
Petite astuce , vous pouvez utiliser un Arduino OPTA qui coûte 121 euros pour sa version de base et 150 euros pour la carte qui intègre le Wifi . Les Arduino OPTA sont des mini-automates qui peuvent être programmés en langage Ladder ou FBD via l'IDE d'Arduino PLC.
Vous pouvez télécharger le logiciel SnapTRAINER ici : Télécharger
Dans Nos formations
Programmation des automates ControlLogix et CompactLogix avec RSlogix 5000
Formation Rockwell – RSLogix 5000 (ControlLogix & CompactLogix)
Maîtrisez Studio/RSLogix 5000 sur ControlLogix & CompactLogix : création de projet, tags, UDT, AOI, programmation Ladder / FBD / ST, communications EtherNet/IP, HMI PanelView, diagnostic & mise en service.
Intermédiaire
100% en ligne & pratique
Studio/RSLogix 5000
À qui s’adresse cette formation ?
Techniciens & ingénieurs de maintenance/exploitation
Automaticiens découvrant Rockwell/RSLogix 5000
Autonomie sur ControlLogix & CompactLogix
Compétences visées
Créer un projet, configurer contrôleurs, I/O & racks
Gérer tags, UDT, AOI & structures
Programmer en Ladder / FBD / ST
EtherNet/IP & HMI PanelView
Diagnostic, mise en service, bonnes pratiques
Prérequis & matériel
Bases électricité/automatismes recommandées
PC Windows + RSLogix 5000/Studio 5000
Option : châssis AB, PanelView, simulateurs
Programme de la formation
Modules progressifs avec exercices concrets.
2
Création de projet & contrôleurs
3
Tags, UDT & AOI
4
Langages Ladder / FBD / ST
5
Communication & HMI
6
Mise en service & diagnostic
7
Méthodes & industrialisation
Prêt à démarrer ?
Rejoignez la formation et progressez dès aujourd’hui.
Détails et inscription sur la page officielle.